

工典科技
【平面密封胶】工业密封胶汽车制造工业中的应用
随着汽车制造技术的快速发展,对性能的要求也不断提高,使得胶粘剂密封胶在汽车工业上的应用越来越广泛。在汽车制造行业,粘接技术不仅可以起到增强汽车结构、紧固防锈、隔热减振和内外装饰的作用,还能够代替某些部件的焊接、铆接等传统工艺,实现相同或不同材料之间的连接,简化生产工序,优化产品结构。现在的汽车一填朝着高速且环保,轻量化,使用寿命延长等目标发展,胶粘剂密封胶将会发挥着非常重要的作用。
汽车制造主要分为车身的制造,发动机及底盘的制造,总装配等过程汉高达在这里主要介绍汽车车身的制先制造中的用胶过程。
汽车车身的制造过程中焊装工序、涂装工序、总装工序、装配工序胶粘剂密封胶的应用情况进行详细介绍,同时对汽车前期研发用材料、特殊工艺用胶情况做一些简要介绍。
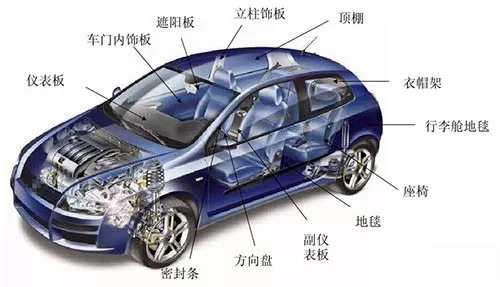
汽车用胶点
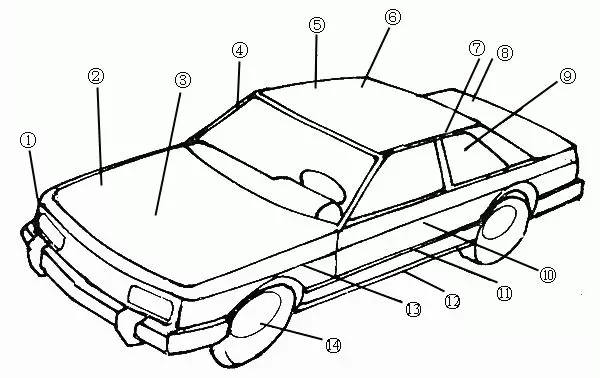
汽车车身制造工序
通常,载重汽车的车身是驾驶室(包括车前板制件即车头部分),货箱及车架。
车身的制造按照其结构特点,大致要经历以下几道工序:
1、车身的冲压
该工序主要通过压力机上的模具,对金属板材在其压力下冲压成一定形状的车身零部件。
2、车身的装配与焊接
目前车身通常采用的装焊方式为接触点焊,分双边点焊和单边点焊,接触点焊是在电极压力的作用下,将焊接件紧密接触,利用电流流经焊件时所产生的电阻热加热焊接件,使焊接点熔合在一起。
3、车身的涂装
经由焊装组装完成后的车身壳体要进行涂装,涂装的作用主要是起防锈、防腐,延长车身寿命和装饰目的。
3. 汽车粘接/密封胶的应用
粘接示意图
3.3 胶粘剂密封胶在汽车车身上的应用情况
车身上应用的胶粘剂、密封胶主要有折边胶粘接剂、点焊密封胶、减震胶、焊缝密封胶、抗石击涂料、指压胶、内饰胶、风挡玻璃胶、丁基密封胶、厌氧胶、硅酮密封胶等,下面分别介绍各种类型粘接剂、密封胶在汽车车身上的应用部位及使用要求。
3.3.1车身焊接工序用粘结剂密封胶
车身焊装工序用粘接剂密封胶车身焊装是车身制造的重要工序,为了提高车身的密封、防锈蚀性,减轻振动,需要在车身钣金搭接处涂敷密封胶。
以粘接代替点焊或部分代替点焊组装车身技术的发展,使胶粘剂在车身装配中又有了新的应用。在焊装线使用的粘接剂、密封胶,除了要具备汽车用胶的一般性能外,最重要的是对涂装工艺不会产生不良影响,能承受涂装前处理工艺的冲洗,不污染电泳液及涂层质量。

<span helvetica="" neue",="" "pingfang="" sc",="" "hiragino="" sans="" gb",="" "microsoft="" yahei="" ui",="" yahei",="" arial,="" sans-serif;font-size:12px;letter-spacing:1px;text-align:justify;white-space:normal;background-color:#ffffff;"="" style="margin: 0px; padding: 0px; list-style-type: none;">防振粘接剂的使用部件
目前焊装工序主要应用的胶粘剂密封胶有三类:
1)折边胶
汽车的车门、发动机罩盖和行李箱盖板等部件通常是将内、外盖板折边后点焊连接的。但是这种工艺使车身表面增添了许多由焊接而造成的凹坑,严重影响了车身的外观质量。为了解决这个问题,国外从70年代开始采用粘接取代点焊的方法来生产汽车车门、发动机罩和行李箱盖的折边结构,所用的粘接剂称为折边胶。图4为折边工艺过程示意图。
以粘接代替焊接制造汽车折边部件有着十分广泛的应用前景,是汽车制造工艺的发展方向,除了车门、发动机罩、行李箱盖以外,也可用于侧围等其它部位。
2)点焊密封胶
汽车车身由若干块钢板焊接而成,焊缝存在是不可避免的,焊缝处密封性的好坏直接关系到车身的质量和耐锈蚀能力,是整车技术性能中一项十分重要的指标。在汽车制造中,如果各钣金件连接处的缝隙没有采取有效措施进行密封,汽车在行驶中必然出现漏水、透风和漏尘现象,严重的可能引起焊缝处钢板的锈蚀,使钢板过早穿孔,加速车辆的报废。
汽车制造业现在通用的焊缝密封方法是涂布点焊密封胶。其从使用性能上可以分为膨胀型和非膨胀型两大类,使用工艺如下:冲压件在焊装前,将胶涂敷在冲压件结合处的单板上,然后将两板合拢点焊,随电泳漆、中涂面漆等烘烤工序一块固化。
汽车生产中使用的点焊密封胶要求具有好的施工工艺性、触变性,能够保证密封性能,在经过后序涂装工艺前处理时,不被冲洗掉,同时小能污染电冰液,点焊胶中不能含有硅类物质,微量的硅树脂都可能对电泳漆和面漆质量造成危害。又不能影响点焊的强度,焊接时点焊胶不分解出有毒气体或能引起金属锈蚀的物质,加热过程中不流淌,胶膜固化后足够的弹性和附着力,耐介质,耐老化。
3)膨胀型防震粘接剂
在汽车车身制造过程中,车身覆盖件的外板与加强梁间的结合通常使用焊接方法装配,车身驾驶室顶盖加强梁,发动机罩盖加强梁以及行李箱盖加强梁等外板的组合,都采取焊接方法,由于在盖板与加强梁间存在着一定的缝隙,行车中可能因振动而生产噪音,而且盖板上的焊点也严重地破坏了外观的平整性,为了克服以上缺点,可以在焊装前,将膨胀型防振粘接剂涂布在冲压薄板与加强梁结构中,经油漆烘干设备加热固化,胶层具有较高的粘接强度,受热膨胀后将加强梁与盖板紧密结合成为一体,减少或完全取消结合焊点,因而可以提高车身外表的美观性,减弱行车中的振动和噪声,膨胀型防振粘接剂的使用部件如图5。
膨胀型防振粘接剂通常为液态膏状物,也有的制成胶带状,在车身焊装过程中,将胶(或胶带)涂在加强梁上,然后组合焊接。与点焊密封胶相似,膨胀型防振粘接剂不必单独设立加热固化调和,通常在电泳涂装烘干炉中膨胀、固化,所以其使用工艺条件和要求与点焊密封胶相同。
上文简单介绍了胶粘剂密封胶在汽车制造工业中的一些应用情况,随着国际间汽车制造技术的发展和交流,胶粘剂密封胶必将越来越广泛的应用与汽车制造工业中。